Der Grundgedanke des Rapid Prototyping geht zurück auf den Bedarf an kurzfristig verfügbaren Mustern und Prototypen, um schnelle Rückschlüsse
auf die Funktionalität und notwendige Optimierungen ziehen zu können.
Wie wäre es, wenn auf Muster nicht mehr Wochen oder gar Monate gewartet werden muss? Wenn Prototypen schnell verfügbar
und die Kosten gering wären?
Die Vorteile liegen auf der Hand: Die Entwicklung von neuen Produkten wird beschleunigt und deren Kosten gesenkt, da Herstellung,
Funktionsüberprüfung und Optimierung eines Bauteils deutlich weniger Zeit in Anspruch nehmen.
Hier eine kurze Geschichte des 3D-Drucks:
Die ersten Versuche im 3D-Druck fanden 1980 in Japan statt. Hier wurde zum ersten Mal eine Methode beschrieben, wie man Schicht-auf-Schicht 3-dimensionale Strukturen herstellen konnte. Das erste Patent wurde 1984 in Amerika angemeldet, 1986 bewilligt und beschrieb den Prozess der Stereolithographie (kurz: SLA): Ein lichtempfindliches Harz wird mithilfe von UV-Licht selektiv polymerisiert. Im selben Jahr wurde das erste Unternehmen für 3D-Druck gegründet.
Bereits zwei Jahre später wurde ein Patent für das Verfahren „Selektives Lasersintern (SLS)“ angemeldet. Der 3D-Druckprozess „Selektives Laserschmelzen (SLM) wurde Ende der 1990er in Deutschland entwickelt. In diesen beiden 3D-Druckverfahren werden Pulverkörner schichtweise aufgetragen und mittels eines Lasers selektiv miteinander verschmolzen.
1989 folge die Patentanmeldung der 3D-Druckmethode „Fused Deposition Modelling (FDM)“, bei der ein zugeführter Kunststoffdraht punktuell aufgeschmolzen wird. Als 2009 das Patent für das FDM-Verfahren auslief, stieg das Interesse an dieser neuen Technologie rasant an.
Heutzutage ist der 3D-Druck ein etablierter Fertigungsprozess. Durch die vielfältigen Drucktechnologien gibt es nahezu keine Einschränkungen mehr für die Konstruktion hinsichtlich Design und Funktion.
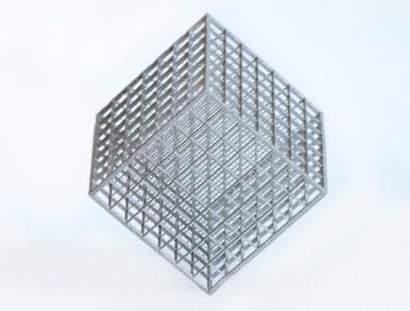
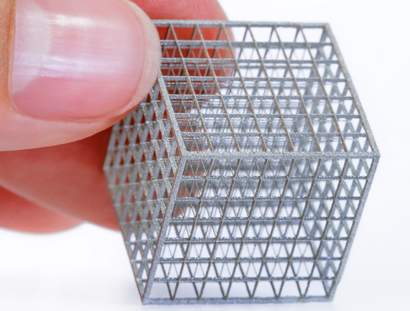
Produkte, die im Rapid Prototyping-Verfahren hergestellt werden, sind nicht mehr an die Rahmenbedingungen von Dreh- oder Fräskonstruktionen gebunden. Unter Berücksichtigung der Statik kann der Konstrukteur seiner Fantasie freien Lauf lassen; es eröffnen sich vollkommen neue Möglichkeiten des Produktdesigns: Hohlräume, Gitterstrukturen, innenliegende Kanäle und neue Funktionalitäten, die mit herkömmlichen Fertigungsmethoden nicht oder nur mit sehr hohem Aufwand hergestellt werden konnten, sind nun umsetzbar.
Aktuelle Konstruktionsformate sind STEP- und STL-Dateien, die mit den gängigen 3D-Programmen erzeugt werden können. Eigens für den 3D-Druck entwickelte Programme sind in der Lage, diese 3D-Konstruktionen in einzelne Schichten zu zerlegen.
Darüber hinaus können Stützstrukturen eingebracht werden, die statisch-problematische Bereiche des Gebildes während des Drucks stützen und in Position halten. Diese Stützstrukturen müssen allerdings so eingeplant werden, dass sie nach Beendigung des Drucks einfach und ohne Überreste am Werkstück entfernt werden können.
Besonders interessant ist der 3D-Druck im Metallbereich. Während in der Vergangenheit Erstmuster mittels Rapid Prototyping ausschließlich aus Kunststoff hergestellt werden konnten, ermöglicht das Verfahren des Selektiven Laserschmelzens (SLM) nun auch die Herstellung von Prototypen aus Metall.
Dabei kommt das sogenannte Pulverbettverfahren zum Einsatz: Auf die Druckplatte wird eine dünne Schicht Metallpulver aufgetragen und mittels Laserstrahl punktuell (selektiv) nach CAD-Vorgaben mit der Grundplatte verschmolzen. Das nicht geschmolzene Pulver verbleibt auf der Druckplatte.
Es folgt die nächste Schicht, die wiederum mit der Struktur der ersten Schicht verschmolzen wird. Auf diese Weise entsteht Schicht für Schicht eine dreidimensionale Struktur.
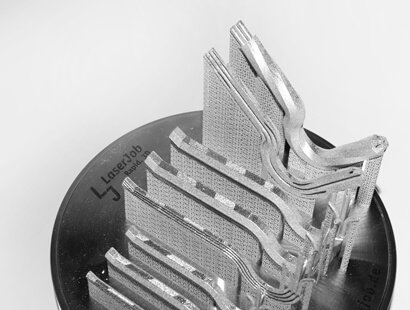
Wesentlich im 3D-Metalldruck ist das Temperaturmanagement während des Druckprozesses: Da das Schmelzen des Metallpulvers viel Energie erfordert, wird dem Bauteil viel Wärme zugeführt. Eine aktive Kühlung des Werkstücks ist nicht möglich, weshalb durch geeignete Wärmeabflusszonen die Temperatur im Werkstück so gering wie möglich gehalten werden muss. Wird dies nicht beachtet, so kommt es aufgrund von Überhitzung zu Verzug im Material und somit zur Abweichung von der Bauteilform und –struktur.
Diese Wärmeabflusszone wird u.a. durch eine Mikrosteg-Stützstruktur gebildet, die gleichzeitig das Bauteil in Position hält und ein einfaches Abnehmen der gedruckten Bauteile von der Druckplatte ermöglicht. Die Stützstruktur muss wohlüberlegt in das 3D-CAD-Modell eingefügt werden.
Gedruckte Bauteile besitzen eine durch die Körnigkeit des Metallpulvers charakteristische raue Oberfläche, die je nach Kundenbedürfnissen mehr oder weniger bearbeitet werden muss.
Zunächst wird nach Beendigung des Druckvorgangs die Druckplatte mit den Bauteilen aus der Arbeitskammer entnommen und das nicht geschmolzene Pulver entfernt. Da die Bauteile durch Mikrostege an die Druckplatte angebunden sind, werden diese Mikrostege zuerst entfernt.
Falls eine Veredelung der rauen Oberfläche erforderlich ist, kann dies durch verschiedene Methoden erfolgen:
Je nach Umfang der nachträglichen Oberflächenbearbeitung muss das Bauteil mit Aufmaß gedruckt werden, damit das Bauteil nach der Oberflächenbearbeitung seine tatsächlichen Abmessungen erhält.
Um 3D Grafiken erstellen zu können, benötigt man eine entsprechende Software, die STP Dateien erstellen kann und natürlich benötigt man einen PC der große Datenmengen schnell verarbeiten bzw. übertragen kann. Mittlerweile werden die Programme auch für Tablets angeboten, allerdings muss dies im Vorfeld geklärt werden. Am Markt gibt es diverse Anbieter und für jeden Geldbeutel das geeignete Programm, zum Teil werden die Programme auch kostenlos angeboten. Der Umgang mit den 3D Software Programmen bzw. das Erstellen der STP-Datei ist allerdings nicht immer ganz so einfach und erfordert einiges Grundwissen in der Bildverarbeitung. LaserJob Rapid.3D kann für Sie diese Aufgabe übernehmen und eine 3D Datei für Sie erzeugen.
Die Muster sollten bereits in einem frühen Stadium der Entwicklung erstellt werden. Da der Zweitaufwand dafür gering ist und die Kosten überschaubar sind, können mit einem frühen Test wertvolle Erkenntnisse gewonnen werden. Nahezu in Echtzeit können die Teile gedruckt und in der Praxis getestet werden und eventuell weiter angepasst werden. Noch nie zuvor war das produzieren von Prototypen so schnell möglich wie mit Rapid Prototyping. Die Entwicklungsphase kann dadurch entscheidend beeinflusst und verkürzt werden. Selbst wenn Sie keinen 3D Drucker im Hause haben, können Muster bei uns schnell erstellt werden.
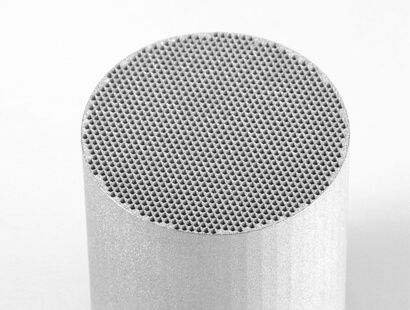
Wir können nur für das Rapid Prototyping bzw. für den 3D Metalldruck Angaben machen. Je nach Anforderung und Bauform des Produktes variieren die Toleranzen. Wir erzielen Säulen- und Wandstärken von ca. 80-100µm und sind damit in der Lage sehr komplexe Strukturen mit Hohlräumen und Kanälen ohne interne Stützstruktur zu drucken! Je nach Anforderung können wir Kanäle mit Durchmesser bis 100 µm und Wandstärken <100µm herstellen. In jedem Fall sollten die Anforderungen im Vorfeld mit uns besprochen werden, denn die Grenzen des Machbaren sind fließend.
Es können hochkomplexe Formen im Rapid Prototyping bzw. dem 3D Metalldruck realisiert werden. Zum Beispiel können Kanäle unter 0,200mm im Durchmesser hergestellt werden, die in Sonden für die Automobilindustrie oder der Luft- und Raumfahrt zur Anwendung kommen. Die Wandungen müssen entsprechend glatt sein, um Strömungsgeschwindigkeiten messen zu können von Gasen, Ölen oder Wasser. Wandstärken unter 200µm sind dabei gefordert, die trotz der Filigranität besonders robust sein müssen, um im harten Rennsport bestehen zu können.

LaserJob Rapid.3D GmbH
Liebigstraße 14
82256 Fürstenfeldbruck
Deutschland